O ver les dernières années, Collage par ultrasonsLa technologie a évolué pour répondre aux attentes de qualité et aux exigences de vitesse pour la conversion de la pointe de la technologie lignes. La dernière génération de systèmes de liaison à ultrasons fournit un contrôle complet des processus et produit une qualité de liaison systématiquement élevée aux vitesses de ligne allant jusqu'à 1 500 pieds par minute (ft / min), ou 500 mètres par minute (m / min). La liaison à ultrasons est largement utilisée dans la production d'hygiène lignes. En plus de son utilisation pour les couches, des pantalons d'entraînement et des produits d'incontinence, il est également utilisé féminin serviettes de serviettes; filtres; chirurgical masques; robes et pads; lingettes; cosmétique pads; vide sacs; et café et thé filtres; parmi Beaucoup d'autres textiles, films, nonwons et papier produits. Le processus à ultrasons est très polyvalent et peut être utilisé dans une large gamme de produits pour: Playing / Collage; gaufrage; perforant; Slitting / Coupe; et épissage. Avec ces Capacités, le processus ultrasonique peut être un économie de coûts Alternative pour les applications de liaison adhésive existantes et permet souvent aux nouvelles applications uniques avec des propriétés qui ne peuvent pas être atteint par toute application adhésive Processus. Exemples Inclure: - Plage de plusieurs couches de matériau simultanément pour créer des coutures latérales fortes mais douces de pantalons d'entraînement, sous-vêtements de protection pour adultes ou cosmétiques PADS; - plastification le en tissu fiche technique des couches tout en gaufrage décoratif motifs; et - Collage d'une large gamme de formes telles que en forme de mitted lingettes. La large gamme d'applications comprend une multicouche Lingettes de fonction, produits médicaux (visage masques, couvercles de chaussures, packs de chauffage et sacs de glace), liaison des sorbants et stratification
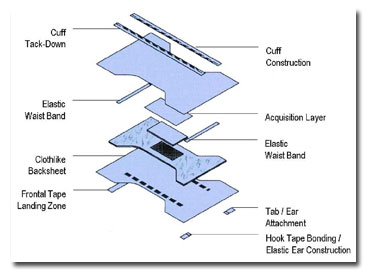
Figure 1: Applications de liaison à ultrasons dans les couches
Fondamentaux de soudage par ultrasons
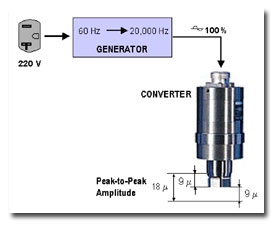
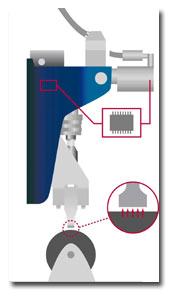
Le soudage par ultrasons est une méthode de liaison qui utilise des ondes sonores mécaniques à haute fréquence pour créer des liaisons moléculaires entre des matières thermoplastiques telles que des non-tissés, des films ou moulée par injection plastique pièces. Pendant Le procédé de soudage par ultrasons, les vibrations mécaniques sont introduites dans le matériau à une fréquence élevée de 20 000 cycles ou plus Deuxièmement, avec une amplitude spécifique dans la magnitude du diamètre des cheveux humains et une certaine soudure force. L'échographie est un terme utilisé pour les hautes fréquences allant de 20 kilohertz (KHz) à 1 Gigahertz (GHz) (Hz = cycles par deuxième). Ces Les fréquences sont au-delà de la gamme de ce que les humains peuvent entendre. Les systèmes de soudage par ultrasons utilisent couramment des fréquences de 20, 30 ou 35 KHz. Un générateur à ultrasons convertit électroniquement une tension de ligne en une tension élevée / haut signal de fréquence et le délivre à un convertisseur. Dans le convertisseur, des cristaux piézoélectriques sont pris en sandwich entre deux disques titane et vibrateur (Développer et contrat) à la fréquence du signal électrique appliqué La vibration produit un mouvement mécanique très rapide de 20 000 cycles par deuxième avec une petite amplitude d'environ 18 microns (pic-to-pic). Figure 2: Système électrique avec générateur et convertisseur
Pour La plupart des applications, les amplitudes de 18 microns sont insuffisantes pour souder matériau. En connectant un coupleur d'amplitude (Booster) au convertisseur, l'amplitude de la vibration peut être augmentation. Un gain typique d'un coupleur d'amplitude est 1: 2. A Sonotrode (ultrasonique corne), qui est connecté à l'extrémité inférieure du coupleur d'amplitude, augmente davantage l'amplitude, typiquement par un facteur de 2,3. Avec l'amplitude résultante de 80 microns (pic-to-pic), le matériau est comprimé entre la surface de la Sonotrode et le sommet d'un enclume. La compression des pièces non tissées, films ou plastiques crée à la fois une compression et un frottement entre les molécules thermoplastiques Ceci entraîne le chauffage et la fusion des matériaux thermoplastiques et crée une soudure, ou une liaison, entre eux. Figure 3: Accumulation d'amplitude dans une pile à ultrasons
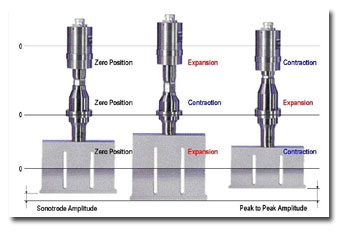
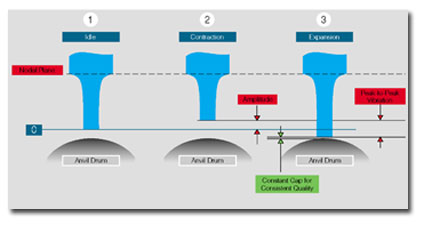
Figure 4: L'amplitude de soudure est la quantité d'expansion ou de contraction du Sonotrode.Expansion / Contraction pendant la vibration de la pile à ultrasons
cautionnement
force de soudure par ultrasons
L'amplitude et la force sont les deux paramètres de processus clés qui changent la force Force. L'amplitude de la vibration peut être modifiée à la fois en utilisant des coupleurs d'amplitude avec différents gains et ajustement électronique à l'ultrasons générateur. Une fois que l'amplitude optimale est déterminée pour une combinaison d'applications ou de matériaux, l'amplitude devient une constante et ne sera pas modifiée. Ceci laisse la force de soudure que le Sonotrode s'applique au matériau comme le seul processus de variable restant affectant la liaison Force. Les forces de soudure légères aboutissent à la lumière liaisons. Avec des forces de soudure croissantes, la force des obligations augmente. La quantité de force requise dépend de la résistance des liaisons souhaitée, de la combinaison de matériau ou de matériau à coller, du temps de soudage ou de la vitesse de la bande et de la zone de couverture de la liaison motif. Afin d'obtenir une qualité d'obligations cohérente, les deux paramètres de soudure amplitude et force doivent être conservées constante. Collage ultrasonique continu
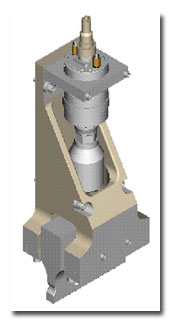
Alors que les principes fondamentaux de la soudure par ultrasons s'appliquent à toutes les applications de soudage en plastique ultrasonores, la liaison à ultrasons de bandes continues, y compris non-tissés et des films, nécessite un système personnalisé Solution. Un système de liaison à ultrasons continu consiste en un tambour d'anvil gravé et du système à ultrasons avec une pile à ultrasons (convertisseur, coupleur d'amplitude et Sonotrode). La pile est montée au-dessus du tambour d'enclume, laissant un petit espace entre la surface du tambour d'enclume et le Sonotrode. tandis que le Sonotrode est constamment en expansion et sous-traite - 20 000 fois par Deuxième - Le matériau traverse l'écart entre la Sonotrode et l'enclume tambour. Pendant la phase d'expansion, la Sonotrode Compresse le matériau entre la surface de soudure du Sonotrode et l'enclume tambour. En matière de matériaux thermoplastiques, cette compression crée une compression moléculaire et une frottement de surface, ce qui fait fondre le matériau de fondre sélectivement aux points de liaison surélevés de l'enclume tambour. Pendant la phase de contraction, la Sonotrode Crée une grande lacune, permettant au matériel de traverser l'espace à des vitesses élevées sans matériau Jams.
Figure 5: Système de liaison à ultrasons continu avec Sonotrode et tambour d'enclume
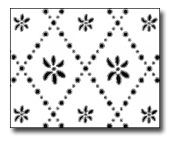
La quantité d'énergie portée dans le produit dépend sur L'amplitude de la Sonotrode et la force appliquée au matériau. Bien que l'amplitude reste constante, la force des obligations peut être ajustée en changeant le Gap. Avec un écart relativement important, moins de force est appliquée au matériau entraînant la lumière des obligations; réduire l'écart augmente la force et entraînera des obligations plus fortes. En variant les conceptions de tambour d'enclaissement, l'apparence visuelle des propriétés de liaison et de liaison peut être personnalisée aux exigences de l'individu Applications. Figure 6: Exemples de motifs de liaison
Qualité des obligations cohérentes
à travers microgap contrôler
Afin de garantir une qualité de liaison cohérente, il est important de contrôler avec précision le processus de deux essences Paramètres: amplitude et force. Les générateurs ultrasons à la pointe de la technologie fournissent une puissance d'amplitude stabilisée, garantissant que le Sonotrode va vibrer avec une amplitude cohérente. Les systèmes de liaison à ultrasons continus doivent également maintenir une force de soudure cohérente pour atteindre une qualité de soudure cohérente à des vitesses de production élevées et pour éliminer pratiquement l'usure et éviter la gravure.
Figure 7: Gap constant pour une qualité des obligations cohérentes
Les systèmes de liaison à ultrasons correctement conçus peuvent maintenir une force de soudure cohérente en maintenant un écart constant entre Sonotrode et enclume tambour. Il est essentiel de remplacer le caoutchouc joint torique Supports d'appoint dans des systèmes à ultrasons conventionnels avec des montures en métal rigoureuses au nodal Plan du Sonotrode. Figure 8: Pile à ultrasons monté rigide
Le montage de la pile à ultrasons à la Sonotrode, breveté par Herrmann Ultrasonics Inc., Chicago, dans un dispositif de montage en métal coulant, présente une excellente solution de montage rigide et réduit la longueur de dilatation thermique des piles à ultrasons de 66% par rapport au contemporain monté sur le booster piles. Pour Certaines applications, il peut suffire de combiner une telle pile montée rigide avec un chargé de pression vil tambour comme une liaison ultrasonique continue et rentable Système. Pour Contrôle de processus complet, qualité d'obligations cohérente et vitesses de production élevées, Herrmann Ultrasonics développé une unité d'actionneur avec un réglage de la hauteur de précision Système. plutôt que S'appuyant sur des pressions d'air variables pour modifier la force de soudure, cette unité d'actionneur utilise un moteur pas à pas pour modifier la position de fonctionnement de la Sonotrode via une bascule mécanisme. L'unité d'actionneur permet de définir l'écart entre Sonotrode et tambour d'enclas avec une précision extrêmement élevée pour les ajustements fins de la liaison Force. La plage de réglage est de 8 000 Étapes. Chaque étape correspond à un réglage de la hauteur de 0,3 microns. compensation pour dilatation thermique
Pendant Le processus de liaison, la compression et le frottement des molécules thermoplastiques créent une chaleur qui fond de manière sélective le matériau. Une partie de cette chaleur rayonne dans la face de soudure de la Sonotrode et surface de l'enclume tambour. De plus, l'expansion et la compression de convertisseur, coupleur d'amplitude et Sonotrode Augmentez la température de l'ultrasons Pile. L'expansion thermique résultante réduit l'écart entre Sonotrode et enclume tambour. Quand Garder la pile à ultrasons dans la même position, la force appliquée au matériau peut augmenter et causer sur-soudage ou brûler. Finalement, le Sonotrode peut se développer dans le tambour en anvil en acier rotatif et durci, provoquant une usure massive ou des dommages sur les deux Sonotrode et enclume tambour. HERRMANN Ultrasonics résolu ce problème avec le développement d'un brevet microgap système de contrôle qui compense automatiquement les extensions thermiques A microgap contrôleur surveille en permanence la force de soudure réelle que le Sonotrode s'applique au matériau via une cellule de charge dans l'actionneur La boucle fermée Le contrôleur compare la force de soudure réelle avec une force cible programmée et, si nécessaire, ajuste la position de la Sonotrode par moteur pas à pas pour maintenir une intervention constante Ceci assure une qualité d'obligations cohérente et réduit considérablement l'usure en évitant le contact entre Sonotrode et enclume tambour.
Figure 9: Microgap Système de contrôle avec contrôle de force
Le montage rigide de la pile à ultrasons permet d'installer Sonotrodes côte à côte et très proche de l'autre dans un rangée. Combiné à la forme spéciale des Sonotrodes, des bandes larges peuvent être liées de manière transparente Sans Underded voies entre la Sonotrodes. Les calendriers à ultrasons commerciaux comprennent des machines avec des largeurs de production de 120 pouces, ou 3 mètres. plus grandes largeurs sont possible. Figure 10: 90 " (2.2 mètres) Calendrier ultrasonique large
sur des lignes de conversion à grande vitesse, des systèmes de liaison à ultrasons avec microgap Le contrôle permet de produire des résultats de liaison de haute qualité systématiquement à des vitesses allant jusqu'à 1 500 FT / min (500 m / min). Ultrasons Collage: plus rentable que Méthodes de liaison utilisant des adhésifs
Pour De nombreuses applications qui étaient traditionnellement liées avec des adhésifs, la technologie de liaison à ultrasons peut être une alternative attrayante. Avantages de la liaison à ultrasons Inclure:
Élimination des adhésifs du processus de liaisonLe processus de production ne dépend plus de la disponibilité de adhésifs. Il n'y a pas d'impact négatif en augmentant les coûts adhésifs sur le bas Ligne. Des économies de coûts importantes sont obtenues en éliminant le coût de l'adhésif du produit. Aucun délai considérable et coûteux des types d'adhésifs de substitution n'est nécessaire pour les adhésifs qui ne sont plus disponibles. Il n'y a pas de réaction chimique entre adhésif et solution de lotion ou de nettoyage dans des lingettes humides, ce qui peut dissoudre l'adhésif, détruire la liaison et contaminer la lotion ou la solution du essuyez.
Possibilité d'utiliser diluant Matériaux: Économies de coûts en utilisant un diluant, moins coûteux non-tissés et films; Non Sleed-through d'adhésifs à travers des non-tissés; etpas de distorsion thermique de films minces par Hotmelt adhésifs.
Nouvelles possibilités au-delà des capacités des applications adhésives Inclure: Collage simultanément de plusieurs couches de matériau, telles que six 12 couches de coutures latérales de formation pantalon; Des modèles de liaison intermittents dans une large gamme de formes telles que des mitaines, des ovales et des cercles, est possible; Changer de motifs de liaison facilement à l'aide de tambours d'enclasage avec une gravure différente; etCréation de stratifiés attrayants et embossés en utilisant des motifs de liaison décoratifs pour la différenciation des produits ou la reconnaissance de la marque, par exemple laminage de type tissu fiche technique Pour les couches avec motif en relief, ou stratifiés de liaison avec logo de société en relief ou marque Nom.
Processus supplémentaires et avantages de maintenance Inclure: processus sûr - Travaux de liaison à ultrasons sans chaud, moyen pressurisé que pourrait les opérateurs ou la maintenance blessés personnel; Disponibilité du système instantané, non chauffe-up Temps Obligatoire; force d'obligation immédiate avec pratiquement pas de temps ouvert ni de refroidissement phase; Pas de temps d'arrêt de la machine par contamination adhésif, buses adhésifs encrassées ou modules de commande brisés d'application adhésif têtes; Pas de réparation de pièces chaudes et collantes requises; etfaible énergie coûts.
limites
En raison de la nature du processus, la liaison à ultrasons nécessite normalement certains contenus thermoplastiques dans le matériau pouvant fondre pour créer des obligations. Cependant, dans certains cas, il est même possible d'obtenir une force de liaison suffisante avec non thermoplastique matériaux tels que tissu. Les essais dans un laboratoire d'application permettent d'évaluer la faisabilité de la liaison à ultrasons pour des matériaux spécifiques Combinaisons.
conclusions
Quand Recherche de solutions de rechange viables aux processus de liaison adhésif conventionnels, les systèmes de liaison à ultrasons peuvent être un idéal Solution. En éliminant entièrement les adhésifs pour le processus de liaison, les fabricants ne dépendent plus de la disponibilité des adhésifs tout en réalisant des coûts majeurs Épargne. Avec la disponibilité des systèmes de liaison ultrasonore continus avancés et éprouvés, la liaison à ultrasons est une production fiable et contrôlable Processus. Systèmes de liaison à ultrasons à la pointe de la technologie avec microgap Le contrôle peut rencontrer aujourd'hui Exigences à grande vitesse et à la qualité des exigences NonWOVENS Applications. Au-delà de la simple substitution des applications existantes, la liaison à ultrasons crée des opportunités pour une large gamme de nouvelles applications avec des propriétés uniques qui ne peuvent pas être atteint avec n'importe quelle application adhésive Système. 
 français
français












 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District








